5G: a felhőtől a szerszámgép-gyártásig
Ha az 5G-ről csak a villámgyors letöltés és videóstreamelés jut eszedbe, akkor érdemes újra és mélyebben átgondolni a benne rejlő lehetőségeket, ugyanis az ötödik generációs vezeték nélküli kommunikációs szabványok átírják a folyamatirányítás szabályait a CNC-megmunkálásban, közli kész tényként a Modern Machine Shop.
A vezetékes sebesség gyorsaságát és megbízhatóságát legalább reprodukálni képes adatkapcsolat iránt egyre nagyobb az igény, ám az előnyei messze túlmutatnak a rugalmasságon és a kényelmen. Az 5G Industry Campus Europe kiterjedt kutatási területei újradefiniálják a robotika szerepét, és a nagy teljesítményű ipari robotkarokat ugyanolyan biztonságossá teszik, mintha csak egy másik kollégával közösen dolgoznánk. Foglalkoznak munkadarabokra és szerszámtartókra szerelt 5G-s érzékelőkkel is, maga a kutatóintézet pedig szintén egy 5G-t demonstráló központ, amelynek rendszerét a svéd Ericsson és a német Fraunhofer IPT rakta össze, meglehetősen hatékonyan: húszezer négyzetméteres beltéri lefedettséget hoztak létre. A nagy sebességű és stabil hálózatnak köszönhetően a robotok, szerszámgépek, illetve más eszközök megbízhatóan és biztonságosan végeznek csaknem valós idejű adatcserét, teljesítményromlás nélkül.
Az eredmények magukért beszélnek: végső soron biztossá vált, hogy bármekkora mértékben is alkalmazzák a CNC-műhelyek az 5G-t, az már a kezdetleges szinten is komoly változásokat idézhet elő a munkafolyamatokban.

Gyorstalpaló: mi is az 5G?
Az „5G” (mint „ötödik generációs”) kifejezés a legújabb vezeték nélküli, mobilhálózatokra szánt technológiai szabványt jelöli. Az 5G-készülékeket leginkább a magasabb rádióhullámok használata határozza meg, hiszen így minden korábbinál nagyobb adatmennyiséget képesek továbbítani, minden egyes hullámon, magyarán jóval nagyobb sávszélességen. Mindez persze jóval rövidebb idő alatt megy végbe, mint a korábbi szabványok esetében, és a két pont közötti kapcsolat sokkal stabilabb: a megbízhatósága 99,9 százalékos. Összességében tehát a nagyobb sávszél, a kisebb késleltetés és a maximált megbízhatóság egy az egyben lehetővé teszi a kábelek és vezetékek kiiktatását, akár egyes munkaállomások, akár egy egész gyártó létesítmény szintjén.
Utóbbira remek példa az a kutatás, amit az Audinál végeztek el. A prémium autókat gyártó cég üzemeiben összeszerelő cellák sorozatán fut át a termelés, és a – például kerekeken guruló – robotok csak adott feladatoknál ugranak be segíteni, akkor, amikor a munkásoknak éppen szükségük van rájuk. Az egyik ilyen cellánál elvégeztek egy tesztet, amivel azt akarták kideríteni, hogy mi történik, ha egy légzsákokat kormányokba illesztő robot meghibásodik. A rendszer egy fényfüggönyt vont a szerelősor adott cellája és a következő állomás közé, és ha valamit nem talált megfelelőnek, leállította a folyamatot. Ez a demonstráció remekül rávilágít az 5G-ben rejlő biztonsági potenciálra: a rendszer csak akkor avatkozik bele egy-egy munkafolyamatba, ha annak biztonsági kockázatát látja, és nem azért kell leállni, mert például egy adatcsomag – a lassabb és kevésbé megbízható hálózat miatt – megbotlott vagy megsérült, miközben két pont között közlekedett.
Egy általános CNC-megmunkálási feladatnál elengedhetetlen az eltolások kiszámítása és megadása, valamint a paraméterek kiigazítása, hogy a gép figyelembe vegye a szerszámtartó eszköz hosszát, a szerszám kopását, és például meghatározza a vágóél helyzetét a többi munkaterülethez viszonyítva. Ez esetben – még ha lehet is automatizálni az adott feladatot – a szerszámkopás óhatatlanul belerondít a megmunkálás eredményébe, és ez még az előtt megtörténik, hogy egy új eltolással észlelhetővé és korrigálhatóvá válna. Az Ericsson és a Fraunhofer éppen azt bizonyította be, hogy ennek nem kell törvényszerűen így lennie, ugyanis egy 5G sebességű, rendkívül megbízható és alacsony késleltetésű (URLLC) hálózat – a megfelelő szoftverrel és érzékelőkkel – lehetővé teszi a gép számára, hogy egy szempillantás alatt reagáljon, erre a helyzetre is.
Hogyan csinálják? Nos: 5G-képes akusztikus emisszió (AE) érzékelőket használnak. Ezekkel az eszközökkel mérik meg a vágási zónában lévő anyag torzulása által kibocsátott hanghullámok frekvenciáját. Az így kapott adathalmazt részletekbe menően elemzik, megkeresik a diagram kiugró pontjait (ezek előre jelzik az eszköz törését), majd a kapott adatokat visszaküldik a CNC-be, ami szinte rögtön reagál. A kutatók úgy vélik, hogy ez a megoldás különösen hasznos lehet kisebb fúró- és marógépek esetén is.
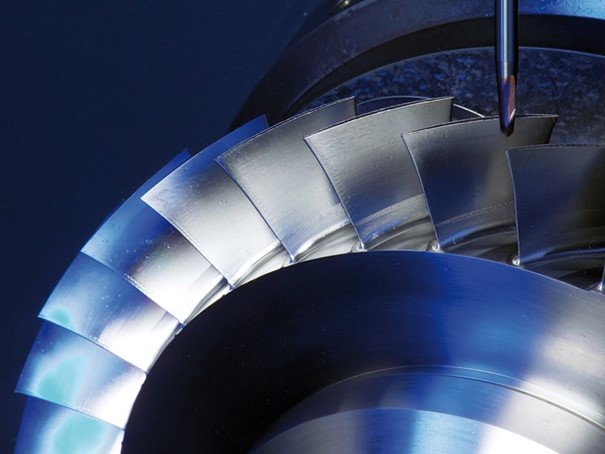
Az 5G-s AE-érzékelők szerepe egyébként nem merül ki a kopásfigyelésben és a törések előrejelzésében. Képesek vizsgálni az anyag érintkezését (ami jól jöhet az orsó ütközésszabályozásánál), az anyag inhomogenitását (amit a vágási körülmények változásai alapján mutatnak ki), sőt, az anyaghézagokat is (azáltal, hogy a megközelítés alatt valamelyest lelassítják a gép működését). Ha ez még nem lenne elég, a Fraunhofer dolgozik olyan 5G-szenzorokon, amelyeket közvetlenül a munkadarabokra lehet illeszteni. Ebben az esetben egy gyorsulásmérőről van szó, amivel öttengelyes marási műveletek során monitorozták turbinákhoz készülő lemezes korongok rezgéseit. Az alapötlet az volt, hogy kidolgozzák a lehető legjobb paramétereket a munkadarabonként húsz óránál is tovább tartó folyamathoz, és az 5G megint bizonyított: az átlagos átdolgozási arány 25-ről 15 százalékra esett vissza, vagyis minden negyedik helyett csak minden 6-7. munkadarabot kellett javításra visszaküldeni.
Gábor János, Okosipar.hu