A fémnyomtatás fejlődésének újabb fejezete a Knorr-Bremse Rail Systems Budapestnél
Napjainkban a különböző fémalkatrészek nyomtatása egyre elterjedtebb, amelyhez komoly felkészültség szükséges a biztonságos és magas minőségű gyártáshoz. Magyarországon a Knorr-Bremse Vasúti Jármű Rendszerek Hungária Kft. additív gyártásért felelős csapata élenjáró e területen. Dr. Kovács Attila fejlesztési igazgató, Halász Béla a műszaki szakértői csapat vezetője, valamint Kékedi Barnabás és Nagy Ábel a nyomtatásért felelős applikációs mérnökök számoltak be eredményeikről.

Balra jobbra: Dr. Kovács Attila, Halász Béla, Kékedi Barnabás, Nagy Ábel
A tavalyi évben annak apropóján beszélgettünk, hogy bemutattátok az additív gyártástechnológiával készült fékvezérlő panelt. Milyen irányban haladt tovább a munka azóta?

H.B.: A nyomtatás paraméterszett validációját lezártuk, valamint a 3D fémnyomtatást indusztrializáltuk. Ennek köszönhetően kijelenthetjük, hogy „gyár a gyárban” funkcióval bírunk. A gyártás keretében nemcsak nyomtatunk, hanem a megkereséstől kezdve, a gyárthatósági vizsgálaton, árajánlat adáson, megrendelésen keresztül a kiszállításig minden folyamatleírás szerint működik és dokumentált. A fémnyomtatási gyártócellát folyamatosan bővítjük és fejlesztjük, hiszen a nyomtatási műveletet követően nem fejeződik be a munkánk, ugyanis ezt a kikészítés, utókezelés fázisa követi. Ezért beszerzésre került egy speciális fűrészgép, amellyel az alaplapról könnyedén és folyamatbiztosan, valamint a munka- és egészségvédelemi követelményeknek megfelelően távolíthatjuk el az alkatrészt. Szintén az utómunkálatoknál már szemcseszóró kabint is használunk, mely megkönnyíti a fémtiszta homogén felület kialakítását. Jelenleg az alkatrész-hőkezelés szükségességének kérdését vizsgáljuk. Ha ezt a munkafolyamatot minden oldalról igazoljuk – azaz a szilárdságot vagy éppen a rugalmasságot jelentősen növeljük általa –, akkor a következő beszerzésünk egy hőkezelő kemence lesz.



K.A.: Az eredményeket követve elmondhatjuk, hogy a tavalyi évben sikeresen lezártuk az első vevői projektünket. A Deutsche Bahn részére szállítottunk egy meglehetősen régi komponenst, amit a leghatékonyabban 3D nyomtatással tudtunk előállítani. A technológiának rengeteg előnyét kihasználtuk, ezt az alkatrészt hagyományos módon – öntéssel, forgácsolással – nem lehetett volna hatékonyan, rövid átfutási idővel elkészíteni. Hasonló, kis darabszámú pótalkatrészek gyártása, a szükséges előkészítő feladatok elvégzésével a technológia egyik ideális felhasználási területe.
Tavaly szimulációs szoftverek tesztelését is elvégeztétek. Milyen tapasztalatokkal gazdagodtatok?
K.B.: Első körben több additív szimulációs szoftvert teszteltünk, azonos feladatokkal, amiket ki is nyomtattunk az összehasonlíthatóság kedvéért. Szoftverrel kapcsolatos vizsgálataink: felhasználhatóság, kezelhetőség, a számítási gyorsaság, kompatibilitás, illetve mennyire hozza a nyomtatás során tapasztalt gyártási folyamat végeredményét (belső feszültség, deformitás, alakhűség stb.) A tesztelés során rendkívül biztató eredményeket értünk el a különböző szoftverekkel. Legfőbb elvárásunk volt, hogy minden esetben meg tudjuk mondani, hol várhatók hibák a nyomtatási folyamat során, ahol előzetes beavatkozás szükséges. Köztudott: a Knorr-Bremse-nél EOS M290 típusú porágyas nyomtatót használunk, amelynek gépgyártója szintén foglalkozik gyártástámogatással, valamint szimulációs tevékenységgel. Érdekesség, hogy a teszteléseink eredményeként számunkra megfelelőnek minősített programot használja az EOS is.
K.A.: A gyártási folyamat stabilitása kiemelten fontos szempont. A berendezésünk a porterítés és levilágítás után is készít egy-egy felvételt az ágyról. A nagy mennyiségű felvétel feldolgozása és az esetleges hibák feltárása manuális módszerrel nem lehetséges. A probléma kezelésére a BME-GPK-val futó ösztöndíj programunk keretében született egy automatizált megoldás, amellyel meghatározott hibamódokat tudunk azonosítani, ezzel támogatva a részletes elemzéseket.

A nyomtatási paramétereket házon belül dolgoztátok ki. Miért volt szükség saját eljárásra?
K.B.: A porágyas technológiához, illetve önmagában a géphez többfajta támogatást biztosít a gyártó – többek közt egy úgynevezett anyagparaméter-csoportot. Ez magába foglalja azokat a technológiai változókat, mint például a lézerteljesítmény és -sebesség, a porterítési sebesség, a további közel háromszáz állítható paraméter közül. A gyártó lehetőséget biztosít azoknak a cégeknek, akik a kutatás-fejlesztés irányába is elindulnának, a felhasználó által is szabadon variálható nyitott paraméter-csoport beszerzését – ahogy a mi esetünkben is történt, így saját beállításainkkal is dolgozhatunk. Az eredeti konfiguráció főbb jellemzői, az előbb említett lézerteljesítmény és -sebesség, valamint a rétegvastagság – amit 30 mikronban minősített az alumíniumhoz a gépgyártó. Azóta, a folyamatos fejlődésnek köszönhetően, egyéb gyártók 50-60 mikronos rétegvastagsággal nyomtatnak alkatrészeket. Ez ugyan nem jelenti arányosan a gyártási idő megfelezését, de nyomtatási időmegtakarítást mindenképpen. A termelékenység növelése érekében a 60 mikronos rétegvastagságot tűztünk ki célul, és ehhez kezdtük felépíteni a validációs folyamatot, ami magában foglalja a beérkező igények kezelését, az alkatrészek kiszállítását.
K.A.: A nagyobb rétegvastagsággal a berendezés termelékenységének növelését tűztük ki célul. A hatékony gyártás másik feltétele, hogy az elkészült alkatrészek mind mechanikai, mind geometriai sajátosságaik vonatkozásában magas folyamatképességi értéket mutassanak. Ez lehetővé teszi a későbbiekben az egyedi vizsgálatok számának csökkentését. Amennyiben a folyamat stabilitás megfelelő és az egyszerű módszerekkel (szakítóvizsgálat, optikai homogenitás vizsgálat) követhető, a költséges pl. CT vizsgálat mellőzhető.
N.Á.: A tervezőmérnökök számára rendkívül fontos egy-egy anyag kifáradási határának ismerete, nincs ez másképp a fémnyomtatott anyagokkal sem; ezzel kapcsolatosan tervezünk most vizsgálatokat indítani. Ahogy az ismeretes, a kinyomtatott alkatrészek anyagtulajdonságai több tényezőtől is függenek, többek közt a nyomtatási térben való elhelyezésüktől és a nyomtatási orientációjuktól. Ami az építőtér sarkaiban épül, az más jellemzőkkel bír, mint ami a tér középen – az eltérés ugyan csekély, de nem szabad figyelmen kívül hagyni. Ennek okán az építőtér teljes területén szakítópálcákat helyeztünk el. Az így nyomtatott próbatesteket a nyomtatási helyük alapján különböző osztályokba soroljuk: előzetesen CT szkenneléssel vizsgáljuk a porozitásukat, majd különböző terhelési szinteken fárasztóvizsgálatokat végzünk rajtuk. A töretfelületekről SEM felvételeket készítünk, az anyagszerkezet és a tönkremenetel megismerése céljából. A vizsgálatok eredményeként feltárjuk a fémnyomtatott anyag kifáradási tulajdonságát, amely nagy segítségére lesz a jövőben a tervező mérnökök számára.
Milyen szempontok alapján validáltátok a folyamatot, milyen méréseket hajtottatok végre, hogyan zajlott maga a validációs folyamat?
N.Á.: A validációs folyamatunk három átfogó lépésből állt. Először egy úgynevezett Installation Qualification-t (IQ) végeztünk el, ami magába foglalta azt, hogy minden dokumentáció, valamint az összes géppel kapcsolatos telepítési előírás megfelelően lezajlott – gondolok itt például a munkavédelmi és a gépgyártó előírásainak betartására, a kalibrációs protokollok végrehajtására, de összességében minden tevékenységre, ami szükséges a biztonságos és a megfelelő minőségű gyártás megkezdéséhez. A második lépés az Operational Qualification (OQ) volt, amikor azt vizsgáltuk, hogy képesek vagyunk-e megfelelő minőségű alkatrészt előállítani az általunk fejlesztett gyártási paraméterekkel. Ehhez a lépéshez kiválasztunk egy ún. „demonstrátor alkatrészt”, amit több szakítópálca és egyéb próbatest kíséretében kinyomtattunk. A nyomtatás után a felhasznált port egy átfogó vizsgálat alá vetettük, hogy meggyőződjünk annak megfelelő minőségéről. Az elkészült darabok geometria pontosságát 3D szkennelés segítségével vizsgáltuk, a szakítópróba, a porozitás és a keménység vizsgálatokkal pedig az anyag mechanikai tulajdonságait tanulmányoztuk. A sikeres IQ és OQ után az utolsó validációs lépésünk a Performance Qualification (PQ) volt, ami a nyomtatási folyamat hosszútávú stabilitását és reprodukálhatóságát kívánta ellenőrizni. Az OQ-hoz hasonló tesztalkatrészeket nyomtattunk egymás után megismételve háromszor, és hasonlítottuk össze eredményeiket egymással, hogy mennyire stabil, mennyire folyamatképes a műveletünk. A vizsgálat elfogadott, ha az egymást követő nyomtatásoknál egy bizonyos tűrésen belül azonos minőséget produkál a fémnyomtató. Ezen lépések után a validációs folyamatunk lezárult; a rögzített mérési jegyzőkönyvek, munkautasítások és egyéb rendelkezésre álló dokumentáció után a Knorr-Bremse cégcsoporton belül a fémnyomtatott AlSi10Mg immáron elfogadott státuszt kapott.

Még milyen érdekességek említhetők meg a cég nyomtatott alkatrészeivel kapcsolatban?
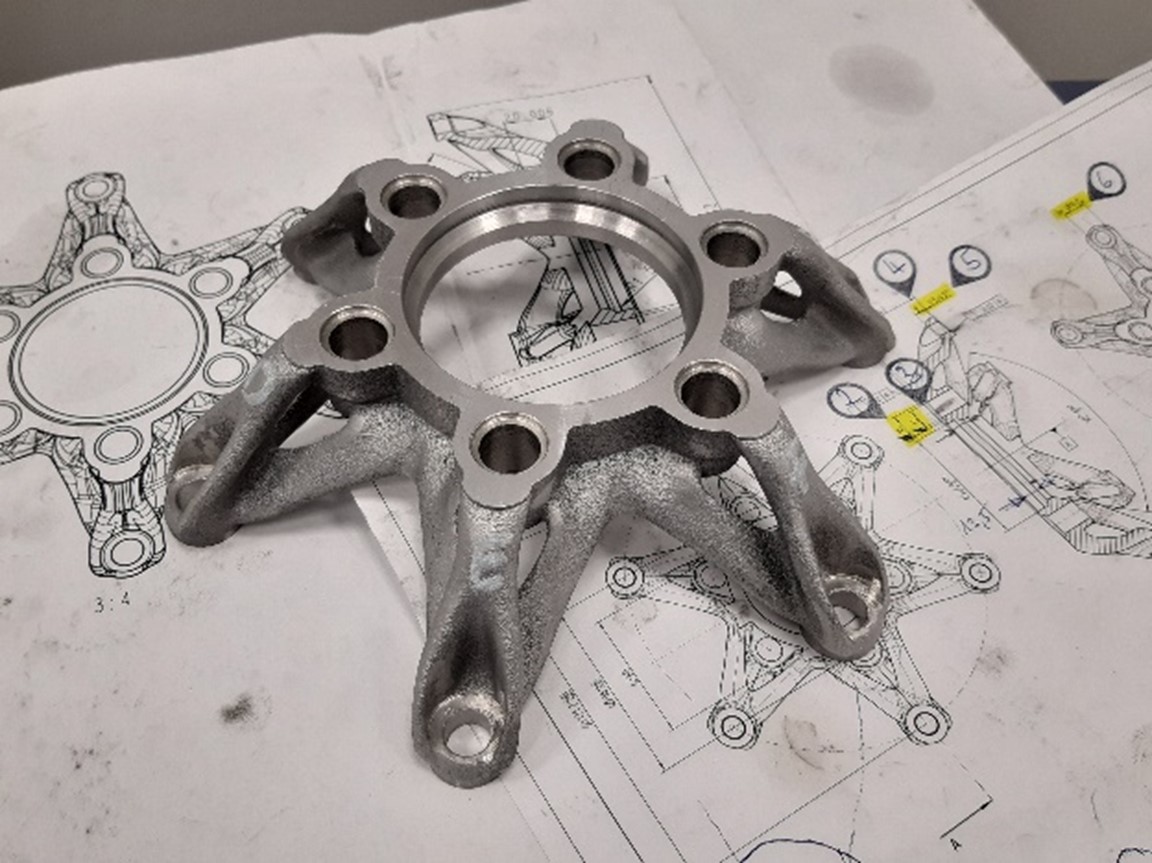
K.B.: Jelenleg a Széchenyi István Egyetemmel is együttműködünk, és a Formula Student versenysorozat Arrabona Racing Team csapatának készítünk alkatrészeket, amelyek egyedi, ún. optimalizált alkatrészek. Négy darab alumínium felni középrészét állítjuk elő additív gyártástechnológiával a három részes kompozit szerkezetű keréktárcsához – ahol a súlycsökkentés fontos szempont.

Némethi Botond / A cikk eredetileg a NEW technology magazin 4. számában jelent meg.