Az optimális szerszám nyomában

Mégis, hogyan lehet meghatározni a meghatározott alkalmazáshoz optimális szerszám fogalmát? Az nyilvánvaló, hogy a kiváIó eredményhez szabványokat kell megfogalmazni. A forgácsolószerszámok szabványait is olyan alapelvek határozzák meg, amelyeket betartva az adott feladatra a lehető legjobb szerszámot lehet kiválasztani. A műszaki szakirodalomban gyakran előfordul, hogy egyik-másik szerszám optimális adott felhasználásra. Ezért elengedhetetlen az optimalizálás kritériumait egyértelműen meghatározni.
Az optimális szerszám meghatározására szolgáló kritériumokat számos tényező befolyásolja. A gyártási volumen (kisszériás-, nagyszériás-, tömeg-), a termékválaszték, a megmunkált anyagok, a felhasználható szerszámgépek, a forgácsolási stratégiák, és még sok más is közvetlenül befolyásolja a gyártó döntését a leghatékonyabb szerszám kiválasztásakor. Olyan szerszám érdekli, amely a legnagyobb teljesítményt nyújtja? Ez a szerszám élgeometriájának optimalizálásával érhető el, és azzal, hogy a szerszámot a legmegfelelőbb forgácsolóanyag minőségből készítik. A választott élgeometria és minőség kulcsfontosságú jellemzők, amelyek a megmunkált anyag típusához tartoznak. Szóval, mi is az ideális forgácsolószerszám? Egy, öntöttvasat hatékonyan megmunkáló szerszám például valószínűleg nem lesz a legjobb megoldás hőálló szuperötvözetek forgácsolására.
A gyártók számára folyamatos probléma a széles határok között változó alakú és méretű munkadarabok megmunkálása. Az adott alkalmazáshoz hosszú kinyúlású szerszám szükséges, más esetben azonban pont a hosszú kinyúlás korlátozza a felhasználást, mert nagyobb rezgések léphetnek fel, ezért csökken a teljesítmény.

Az optimális szerszám kiválasztása – más tényezők mellett – minden megmunkálási művelet esetén az alapproblémához, a megmunkálás gazdaságosságához kapcsolódik. A cél eléréséhez számos, egymástól független tényezőt kell figyelembe venni, mint például a szerszámgépek hatékony kihasználtságát, a megfelelő művelettervezést, a rendelkezésre álló munkadarab befogókészülékeket, a szerszámok készletezését, és még sok mást is. Minden tényezőt optimalizálni kell, ez feltétlenül szükséges a megfelelő szerszámra felkutatásához.
A modern gyártórendszerekben átgondolt konstrukciójú, fejlett funkciókkal rendelkező CNC szerszámgépeket használnak. Bár az új, prémium szerszámgépek beszerzése költséges, a megmunkálás időszükséglete csökken, ami a gyártási költségeket csökkenti. Az ideális forgácsolószerszám maximális termelékenységet nyújt hosszú és megbízható éltartam mellett. A megfelelő megoldás meghatározásához a szerszámgyártók összetett élgeometriákat terveznek és új forgácsolóanyag minőségeket fejlesztenek, amelyek megbízható forgácsolást végeznek nagy leválasztási sebesség (MRR) mellett, különböző forgácsolási paraméterek esetén. Mivel a szerszám várhatóan különböző műszaki anyagok hatékony megmunkálást is lehetővé teszi, az élgeometriát és a minőségeket is ennek megfelelően kell optimalizálni.

A szerszámgép állásidejének csökkentése egy másik módszer a gyártási költségek csökkentése érdekében. A szerszám jellemzőire vonatkozó útjelzők, amelyek lehetővé teszik a szerszám rendelkezésre állását, csökkentik a beállítási időt, elősegítik a megoldást. A szerszám kiszállítása alapvető fontosságú, tehát “optimális” helyett “megfelelő” címkével hivatkozzunk rá.
Ahogy mondani szokás, “az a legjobb szerszám, amit a kezedben tartasz “, a fémmegmunkálás egyik legfontosabb alapelve, tehát az ideális szerszám azonnal hozzáférhető.
Egy tökéletes világban az ideális szerszámmal teljesítménycsökkenés nélkül lehet számos, különféle geometriájú alkatrészt megmunkálni, hosszú- vagy rövid kinyúlás esetén egyaránt. A szerszám testreszabása is egy további paraméter az optimális megoldás keresésekor.
A fejlett szerszámgépekkel szemben elvárás, hogy optimális megmunkálási stratégiák legyenek a vezérlőbe integrálva. Ezeket a stratégiákat a számítógéppel segített tervezőrendszerben (CAE) kell megtervezni, beprogramozni, ellenőrizni és jóváhagyni, mielőtt a műveletet elindítják a CNC szerszámgépen. A megfelelő szerszámnak ezért egy virtuális megjelenítéssel, digitális ikerrel kell rendelkeznie, hogy a CAE-rendszerekbe lehessen ágyazni.
Az ISCAR NEOLOGIQ kampányban bevezetett, új termékeinek széles választéka a modern fémmegmunkálás elvárásainak megfelelő, optimalizált szerszámmegoldások szerint készült. A NEOLOGIQ alapelve az új szerszám- és lapkageometriák használata fejlett anyagminőségekkel kiegészítve. Számos új fejlesztés mellett hosszeszterga automatákhoz és többcélú szerszámgépekhez is készültek szerszámok.
Az orvostechnikai iparágban és az óragyártásnál gyakran előforduló, kisméretű alkatrészeket általában korrózióálló acélból és nemvasfémekből készítik. Kis- és közepes méretű hosszeszterga automatákat használnak tömeggyártásra. Az ISCAR új generációs, ISO-szabvány szerinti, rombusz esztergalapkái kifejezetten ennek az iparágnak az igényei szerint készültek. A precíziósan köszörült és polírozott lapkák termelékeny megmunkálást tesznek lehetővé kis forgácsolóerő ébredése és lényegesen kisebb súrlódás mellett (1. ábra). Az élgeometriát kétféle forgácstörővel lehet párosítani, amelyeket elősimításra, simításra vagy nagyolásra lehet használni. A számos geometriai alakzattal kialakított lapka alakjánál arra törekedtek, hogy ne tudjon élrátét képződni, ezzel is növeljék a szerszáméltartamot.
Az ISCAR két új keményfém minőséget fejlesztett ki különféle műszaki anyagok hatékony marására. Az IC716 titán és ötvözetei megmunkálására alkalmas. Nagy keménységű, keményfém minőségből készült, melyet nagy hősokk-állóság jellemez. A felületét új, nagy keménységű PVD kerámia bevonattal látták el. Az IC5600 acél megmunkálására alkalmas. Ez a minőség mikroszemcsés alapanyagból készült, többrétegű MT CVD bevonattal látták el, a bevonat is utólagos kezelést kapott. Ez a kombináció jelentősen növeli az IC5600 kopás- és hőállóságát, az alkalmazható forgácsolósebességet, és az MRR-t egyaránt.
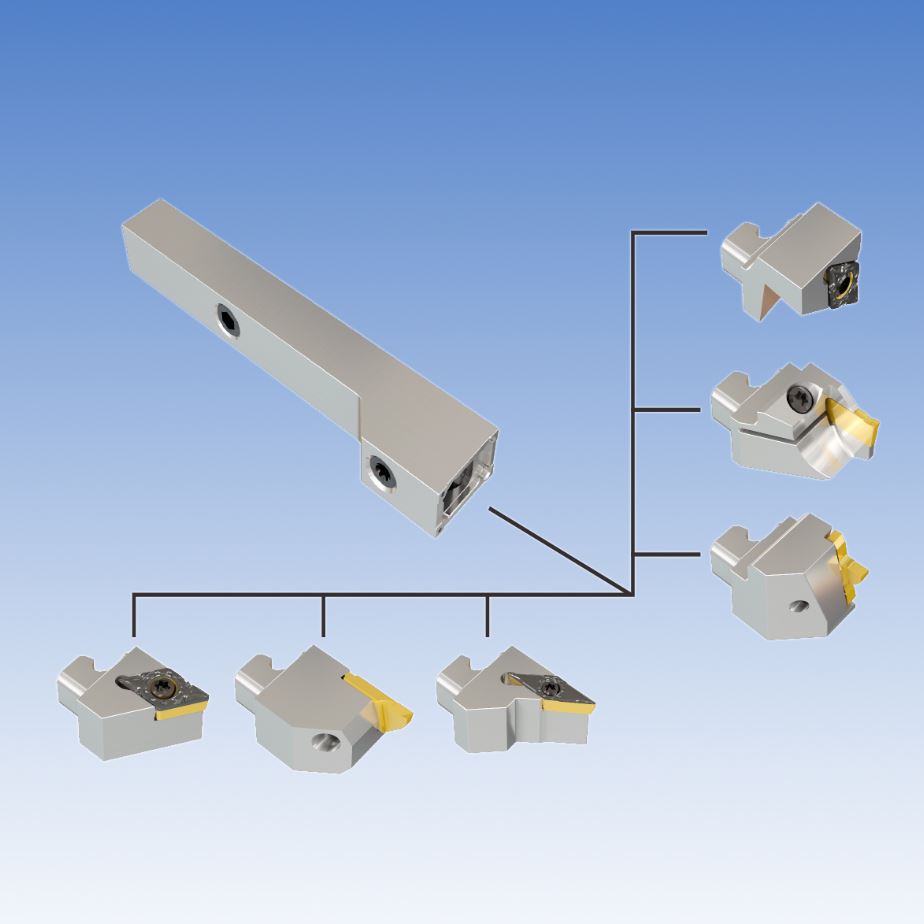
A szerszámgépek fejlődésének köszönhetően terjedtek el széles körben az Y-tengelyes esztergák. Az így végzett műveletek rendkívül stabil forgácsolást és a hosszú forgácsok lehullását teszik lehetővé a gravitáció miatt. A fémforgácsolásban egyértelműen nő az igény a kifejezetten az Y-tengelyes esztergáláshoz kifejlesztett szerszámok iránt. Az ISCAR egyik legfontosabb, új termékcsaládja a NEO-Y-SWISS, az integrált esztergaszerszámoké. (2. ábra). A moduláris felépítésű szerszám szabványos elemekből (pl. alaptartó, fej, késszár, stb.) épül fel, és hatékonyan meg lehet vele találni az adott alkalmazáshoz optimális megoldást. Az ISCAR új, NEOSWISS moduláris, gyorscserélős fejrendszerével különböző, váltólapkás fejeket lehet hosszeszterga automatákhoz használni palást esztergálására, beszúrásra, leszúrásra és menetesztergálásra (3. ábra). A rendszerrel a korlátozott munkaterű CNC szerszámgépekben is van lehetőség fejet vagy lapkát cserélni.
Az ISCAR a modern megmunkálás igényeinek megfelelően a forgószerszámokhoz is kínál cserélhető fejeket, mind például a MULTI-MASTER és a CHAM-IQ-DRILL termékcsaládok. Ezek a moduláris családok a “beállítási idő nélkül” alapelvnek megfelelően a fejek gyors cseréjét teszik lehetővé, amely egyúttal a méretbeállításokat és a CNC program korrekcióit is szükségtelenné teszik. Ezzel is csökken az állásidő és javul az ismételhetőség. Az ISCAR szerszámcsaládok moduláris kialakítása a szerszámkonfiguráció testreszabását is megkönnyíti.
Az ISCAR digitális eszköze is jelentős fejlesztést kapott, 3D és 2D szerszámmodellek (rajzok), szerszámok összeállítási lehetősége, fejlett E-katalógus és további alkalmazási szoftver adja a virtuális szerszámkörnyezet gerincét. Az ISCAR Tool Advisor, amely NEOITA néven is ismert, meghatározott forgácsolási művelethez optimális szerszám kiválasztására alkalmas. A rendszer mérnöki elemzések és szakértői tudásbázis alapján generálja a hatékony megoldásokat a megfelelő forgácsolási adatokkal, kiszámítja az MRR-t, a forgácsolás teljesítményigényét, stb., és közvetlen hozzáférést biztosít az E-katalógushoz, tartalmazza a szerszámkopás figyelését, és még sok minden mást.
A NEOITA egy új, reszponzív tervezési alkalmazássá vált a mobileszközökre. A felhőalapú technológiáknak köszönhetően a NEOITA több nyelven, folyamatosan rendelkezésre áll (4. ábra).
