Fémmegmunkálás: kevesebb hulladékkal tovább érsz
Az OpenText nemrégiben végzett felmérése szerint a gyártók 92%-a fontosnak tartja a vállalati társadalmi felelősségvállalást (CSR) a piacokon való általános hírnevük szempontjából. Annak ellenére, hogy az acél esztergálása természeténél fogva hulladéktermelő folyamat, a gyártók javíthatják fenntarthatóságukat anélkül, hogy kompromisszumot kellene hozniuk a folyamat biztonságával kapcsolatban – még a COVID-19 példátlan kihívásai ellenére is. Itt a fémmegmunkálás globális vezetője, a Sandvik Coromant termékmenedzsere, Rolf Olofsson elmagyaráz egy, az acél esztergálásával kapcsolatos más megközelítést.
Az Egyesült Nemzetek Szervezete (ENSZ) által kitűzött 17 globális fenntartható fejlődéscél szerint a gyártóktól elvárják a környezetre gyakorolt hatás minimalizálását, miközben túllépnek az energiafelhasználás optimalizálásán. Bár a CSR fontos a vállalatok számára, a Sandvik Coromant becslései szerint a gyártók megmunkálási folyamataik során az anyag 10–30%-át pazarolják el, és tipikus megmunkálási hatékonyságuk 50% alatt van, amely magában foglalja a tervezési, kialakítási és vágási fázisokat.
Tehát mit tehetnek a gyártók? Az ENSZ céljai két fő utat javasolnak, amelyek figyelembe veszik az olyan tényezőket, mint a növekvő népesség, a véges erőforrások és a lineáris gazdaság. Az első az, hogy ezeket a kihívásokat a technológiával kezeljük. Az ipar 4.0 koncepcióit – mint például a kiberfizikai rendszerek, a big data vagy a dolgok internete (IoT) – gyakran emlegetik továbbhaladási lehetőségként a hulladék csökkentésére törekvő gyártók számára.

Mindazonáltal ez nem teszi lehetővé azt a tényt, hogy a legtöbb gyártó még nem alkalmaz modern, digitális képességekkel rendelkező gépeket acél esztergálásakor.
A legtöbb gyártó tisztában van azzal, hogy a lapkaminőség megválasztása mennyire fontos az acél esztergálásának hatékonyabbá és produktívabbá tételéhez; és hogy ez hogyan befolyásolja az általános teljesítményt és a szerszáméltartamot. Sokak azonban nem veszik figyelembe a teljes szerszámkoncepciót; a fejlett lapkáktól, a szerszámtartóktól kezdve a könnyen átvehető digitális megoldásokig. Ezen tényezők mindegyike hozzájárulhat az acél esztergálásának fenntarthatóbbá tételéhez az energiafogyasztás csökkentésével és a hulladék minimalizálásával.
Csökkentett vágási sebesség
A gyártók számos kihívással néznek szembe az acélesztergálási műveletek során. Ide tartozik az egyetlen lapkából élenként több darab beszerzése; a fémeltávolítási sebesség növelése; a ciklusidők csökkentése; a készletszintek optimalizálása; és természetesen az anyaghulladék minimalizálása.
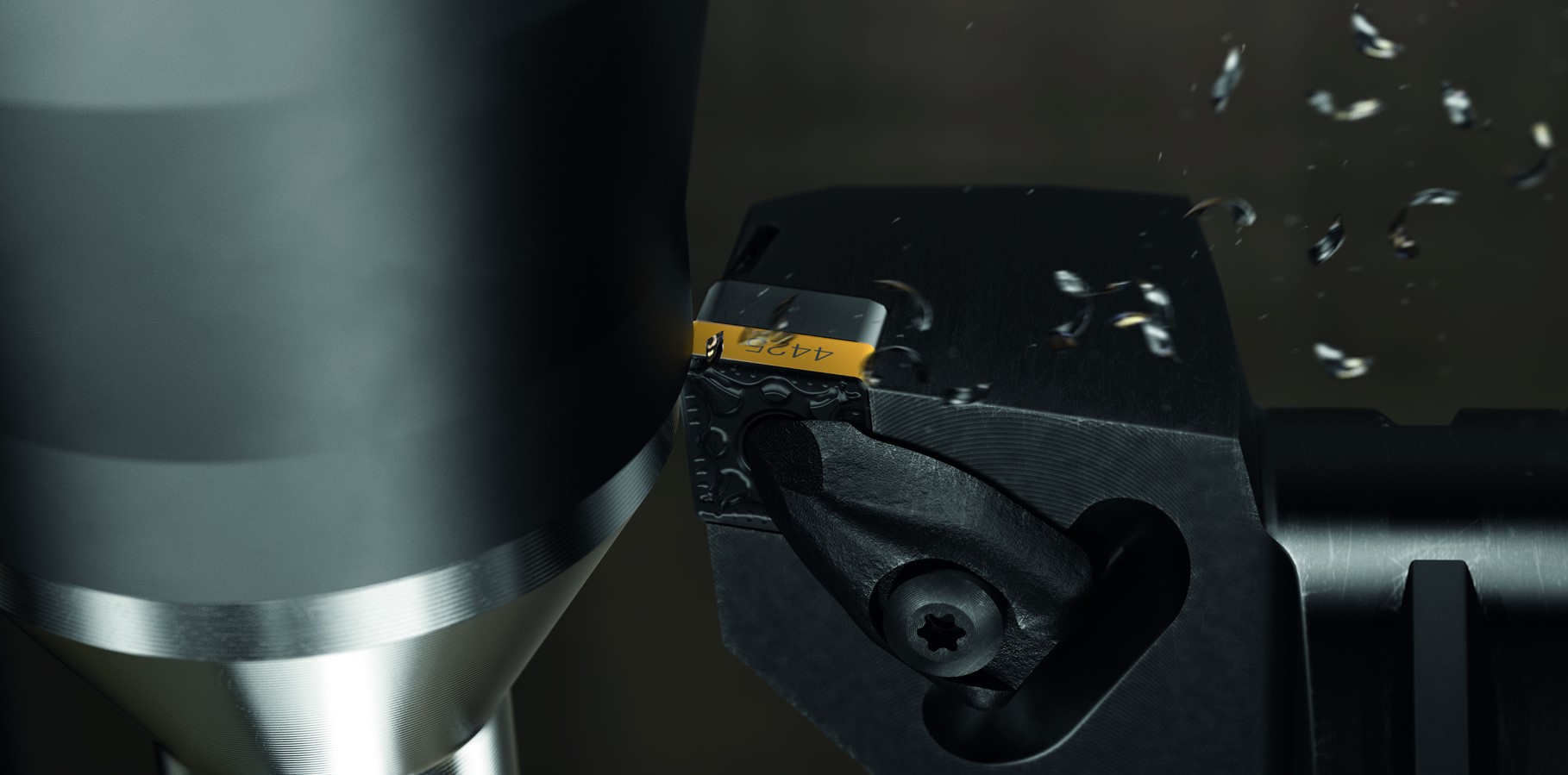
De mi lenne, ha lenne mód ezeknek a kihívásoknak a teljesítésére, amely összességében a nagyobb fenntarthatóságra irányul? Az energiafogyasztás csökkentésének egyik módja a vágási sebesség csökkentése. A gyártók fenntarthatják a termelékenységet az adagolási arány és az előtolási sebesség arányos növelésével. Az energiatakarékosság mellett ez hosszabb szerszáméltartamot is eredményez. A Sandvik Coromant megállapította, hogy az acélesztergálási folyamatokban az átlagos 25%-os élettartam-növekedés megbízható és kiszámítható teljesítménnyel kombinálva minimalizálhatja a munkadarab és a lapka anyaghulladék-mennyiségét.
A lapkaminőség megfelelő megválasztása valamilyen módon hozzájárul ennek eléréséhez. Éppen ezért a Sandvik Coromant egy pár új, P típusú keményfémet vesz fel a kínálatába, amelyek jelölése GC4415 és GC4425. A GC4425 fokozott kopásállóságot, hőállóságot és szívósságot nyújt, míg a GC4415 modellt úgy tervezték, hogy kiegészítse a GC4425 modellt, amikor fokozott teljesítményre és nagyobb hőállóságra van szükség.
Fontos, hogy mindkét minőség használható olyan kemény anyagokkal, mint az Inconel és az ISO-P minőségű, ötvözetlen rozsdamentes acél, amelyek megmunkálása különösen összetett és nehéz. A megfelelő minőség segítheti a nagyobb darabszám megmunkálását a tömeges és/vagy tételes gyártási folyamatokban.
A GC4425 minőség rendkívül magas folyamatbiztonságot nyújt, mivel képes érintetlenül hagyni az élvonalat. Mivel a lapka élenként több darabot tud szállítani, kevesebb keményfém kerül felhasználásra ugyanannyi összetevő megmunkálásakor. Ezenkívül az egyenletes és kiszámítható teljesítményű lapkákkal elkerülhető a munkadarab károsodása, ami minimalizálja a munkadarab anyagának pazarlását. Mindkét előny csökkenti a termelt hulladék mennyiségét.
Továbbá mind a GC4425, mind a GC4415 esetében a lapka hordozóját és bevonatát úgy fejlesztették ki, hogy jobban ellenálljon a magas hőmérsékletnek. Ez csökkenti a túlzott kopást okozó hatást, és ennek eredményeként az anyag kiválóan képes fenntartani a betét élvonalát magasabb hőmérsékleten.
A gyártóknak azonban fontolóra kell venniük a hűtőközeg használatát is a betéttel. Ha egy olyan szerszámot használ, amely felső és alsó hűtőközeg-hozzávezetéssel is rendelkezik, egyes műveletek során célszerű lehet a felső hűtőközeg-hozzávezetés kikapcsolása. A hűtő-kenő folyadék elsődleges funkciói a forgácselvezetés, hűtés és kenés a szerszám és a munkadarab anyaga között.
A helyesen alkalmazott hűtőközeg-hozzávezetés maximalizálja a folyamatbiztonságot, a szerszám teljesítményét és az alkatrészminőséget. A belső hűtőközeg-hozzávezetéssel ellátott szerszámtartók használata szintén javíthatja a lapka éltartamát.
Húzza vissza a rétegeket
A GC4425 és a GC4415 mindegyike tartalmaz második generációs Inveio® réteget, egy megmunkáláshoz egy alumínium-oxidból (Al2O3) CVD-vel (kémiai rétegelőállítás gőzfázisból) készült texturált bevonatot. Az Inveio mikroszkópos szintű vizsgálata megmutatja, hogy az anyag felületét egyirányú kristályorientáció jellemzi. A kristály orientációja továbbá lényegesen javult a második generációs Inveio bevonat esetében. Az alumínium-oxid-bevonatban minden kristály azonos irányba néz még a korábbinál is egységesebben, így erős határvonalat képeznek a forgácsolási zóna felé.
Az Inveio magas fokú kopásállóságot és hosszabb éltartamot biztosít a lapkának. A hosszabb éltartamú szerszámok természetesen kedvezők az alkatrészenkénti költség csökkentésében. Sőt, az anyag keményfém hordozója nagy arányban tartalmaz újrahasznosított keményfémet, így ezek a leginkább környezetbarát minőségek közé tartoznak.
Ezeknek az állításoknak a teszteléséhez a Sandvik Coromant ügyfelei a GC4425 osztályt forgalomba hozatal előtti teszteknek vetették alá. Ezek között volt egy általános gépészeti vállalat, amely mind a versenytárs betétjét, mind a GC4425 betétet alkalmazta nyomóhengerek gyártásában. Az ISO-P minőséget folyamatos külső axiális megmunkálásnak és elősimításnak vetették alá 200 m/perc forgácsolási sebesség (vc), 0,4 mm/ford előtolási sebesség (fn) és 4 mm-es mélység (ap) mellett.
A gyártók jellemzően a megmunkált munkadarabok számával (db) mérik a szerszám éltartamát. Míg a versenyző minősége 12 darabot munkált meg, mielőtt a képlékeny alakváltozás miatt elhasználódott volna, a Sandvik Coromant lapkája 18 darabot munkált meg, és ezáltal 50%-kal hosszabb ideig dolgozott stabil és kiszámítható kopás mellett.
A példa bemutatja azokat a nyereségeket, amelyek akkor érhetők el, ha a megfelelő megmunkálási elemeket összefogják, és azt, hogy az olyan megbízható partnerek, mint a Sandvik Coromant által első sorban ajánlott szerszámok és forgácsolási adatok hogyan segítenek elérni a folyamatbiztonságot és csökkenteni a megfelelő szerszám keresésével töltött időt. Az online eszközök népszerűnek bizonyulnak abban is, hogy segítik a gyártókat az igényeiknek megfelelő legjobb esztergalapkák és -minőségek felmérésében, mint például a CoroPlus® Tool Guide.
Tökéletes kör
Ezzel eljutottunk az ENSZ fenntarthatóbb szerszámokkal kapcsolatos második ajánlásához: a körforgásos gazdaságban a hulladéktermékek alapanyagnak tekinthetők, és visszahelyezhetők egy erőforrás-semleges körfolyamatba. Egyre egyértelműbb, hogy a körforgásos gazdaság környezetvédelmi szempontból megfelelő, és emellett a gyártók számára nyereséges is lehet.
Idetartozik a tömör keményfém szerszámok újrahasznosítása is – hiszen mindannyian nyerünk, ha az elhasználódott szerszámok elkerülik a hulladéklerakókat és roncstelepeket. A GC4415 és a GC4425 egyaránt jelentős mennyiségű újrahasznosított keményfémet tartalmaz. Az újrahasznosított tömör keményfémből 70%-kal kevesebb energiafelhasználással készíthető új szerszám, mint eredeti alapanyagokból, továbbá 40%-kal kevesebb szén-dioxid lesz kibocsátva.
Ezenkívül ott van még a Sandvik Coromant keményfém-újrahasznosítási programja is, amely világszerte minden ügyfelünk számára elérhető. A vállalat visszavásárolja az ügyfeleitől a kopott lapkákat és körszerszámokat az eredetüktől függetlenül. Erre valóban szükség van, ha figyelembe vesszük, hogy hosszú távon mennyire ritkák és végesek lesznek az alapanyagok. A becslések szerint a volfrámkészlet például 7 millió tonnányi, ami kb. 100 évi fogyasztást fedez számunkra. Az újrahasznosítási kezdeményezés a Sandvik Coromantnál a keményfém-visszavásárlási program révén 80%-os körfolyamatot eredményezett.
A jelenlegi piaci bizonytalanságok ellenére a gyártók nem feledkezhetnek meg más kötelezettségeikről sem, a CSR-t is ideértve. Szerencsére az új megközelítésű szerszámokkal és a megfelelő keményfém lapkákkal a gyártók javíthatják fenntarthatóságukat anélkül, hogy veszélyeztetnék a folyamatbiztonságot – és mindezt hatékonyabban a COVID-19 által a piacokon előidézett kihívásokkal szemben.
Sandvik Coromant