Speciális eljárás fogazott alkatrészek gyártásához
Amikor a produktivitás kompenzálja a szerszám többletköltségét: a skiving megmunkálási mód kilencszer gyorsabb a Knorr-Bremse Budapest által tesztelt munkadarabnál
A skiving fogaskerék-forgácsoló módszert 1910 óta ismerik, azonban a speciális használati feltételek miatt és a megfelelő eszközpaletta hiányában még jelenleg is kevés hazai gyártó alkalmazza az alkatrész előállítás során. A Knorr-Bremse Rail Systems Budapestnél új, korszerű gépeken indult el a skiving próbagyártás 2020 januárjában. Goján Gáborral, Számely Zoltánnal és Magyar Dániellel a Knorr-Bremse Rail Systems Budapest fejlesztőmérnökeivel az első tapasztalatokról és a skiving technológia előnyeiről, hátrányairól, alkalmazási lehetőségeiről beszélgettünk.
A különböző fogazatok elkészítésére többfajta technológia ismert. Érdemes már az elején megismerni ezeket. Az egyélű, mondhatni hagyományos fogazószerszám (cirkulár maró jellegű), és a skiving technológia között milyen különbségeket figyelhetünk meg?

G.G.: A fogazatok kialakításához jelenleg számtalan megmunkálási lehetőség közül választhatnak a mérnökök. A hobbing, azaz a lefejtő marás, a hagyományos cirkulár marás, vésés, vagy a skiving, azaz a forgószerszámos lefejtés technológiáját használhatják fel fogazott alkatrészek gyártásához. A beruházási költségek mellett minden esetben figyelembe kell venni a gyártásból fakadó kiadásokat is.
Például egy kis szériás alkatrész esetében nem éri meg nagyobb összeget befektetni, hiszen az nem térül meg. Az egy éllel dolgozó cirkulár maró jelentősen hosszabb ideig dolgozik, ugyanis a kialakítandó fogakat egyesével, több fogásból készíti el. Emiatt az éltartam kevesebb, viszont egyszerűbb CNC esztergaközponton kialakítható a kért geometria. A szerszám ára pedig elhanyagolható egy skiving eszközhöz képest. Nálunk éppen ezért költség/darab elemzés történik a projektek elbírálása során.

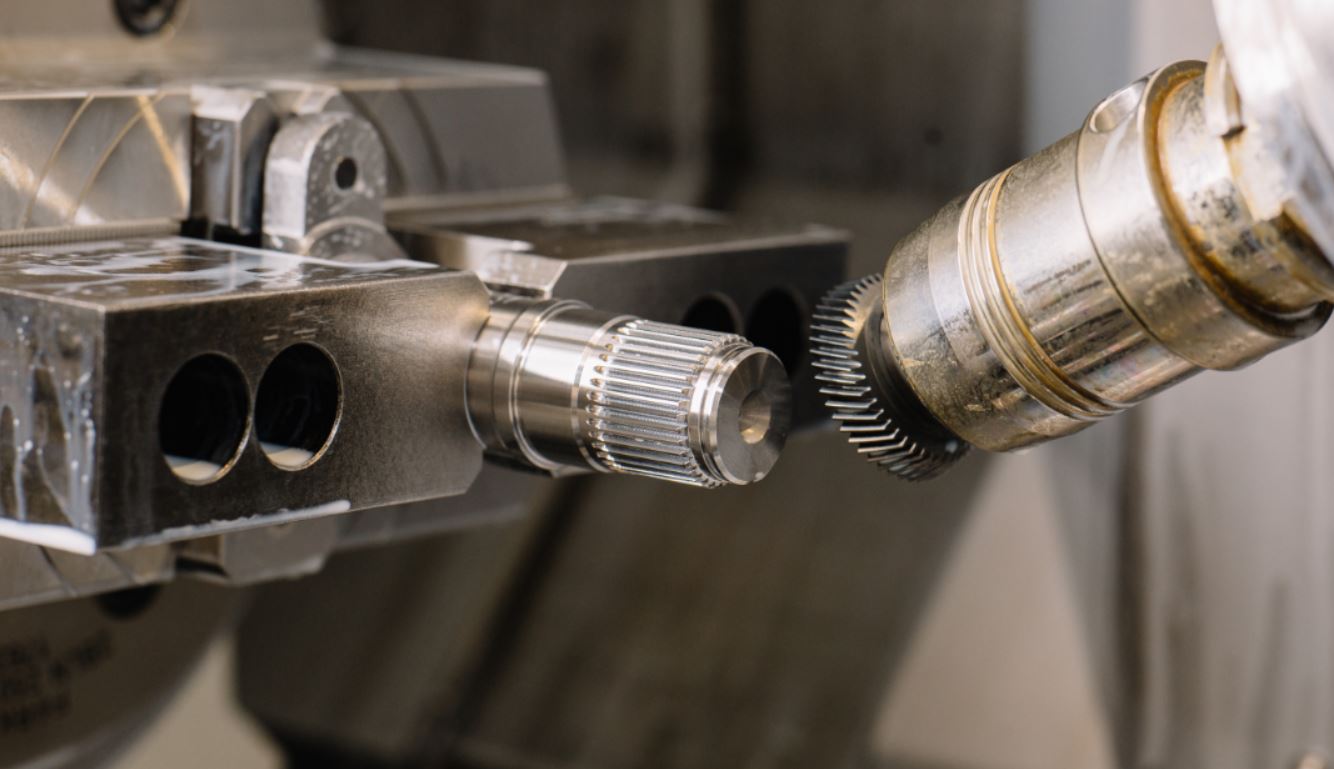
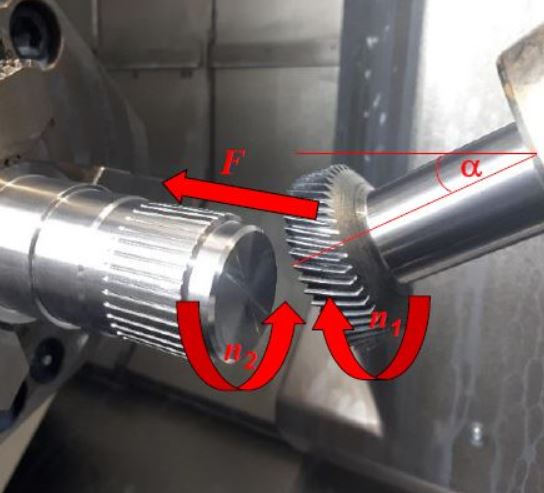
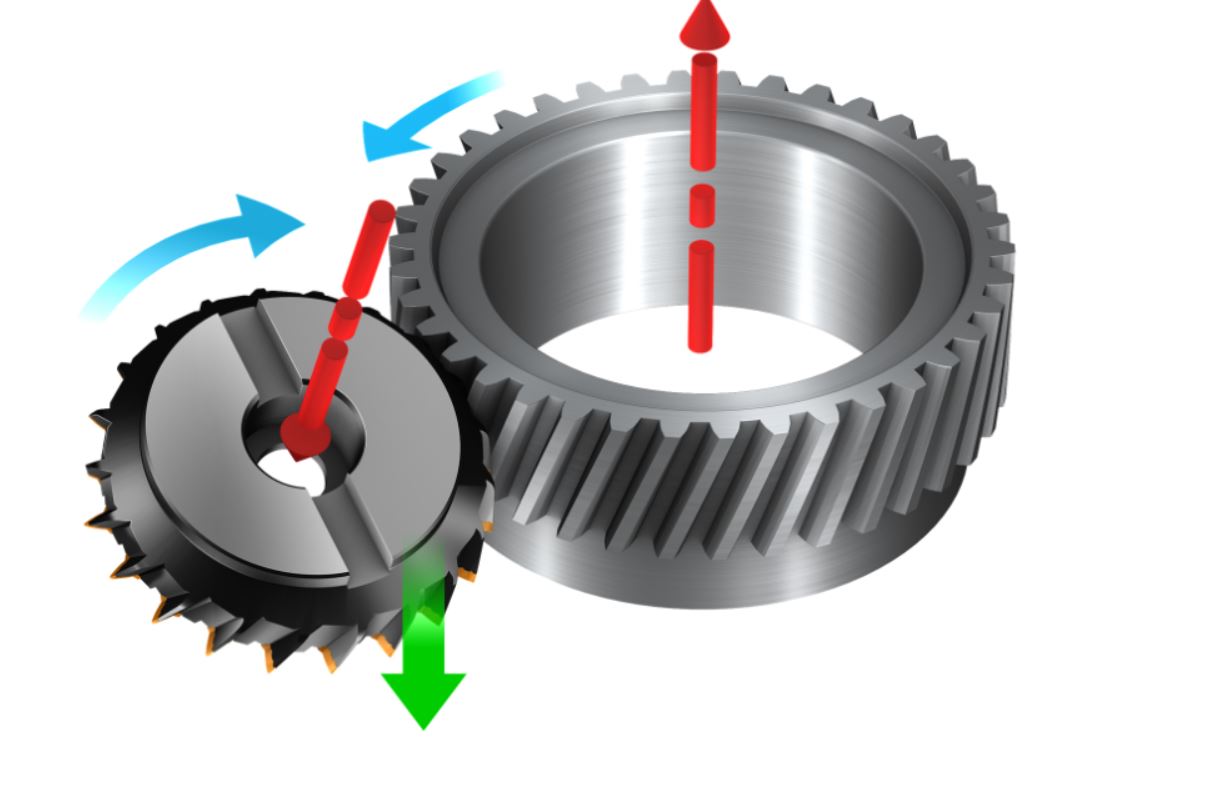
A skiving technológia esetében egy speciális fogaskerék alakú szerszám homlokéle végzi a forgácsolást, axiális irányban. A megmunkálás során a szerszám és az alkatrész is forgó mozgást végez – egy fordulat alatt a szerszám minden foga részt vesz a forgácsolás folyamatában. Ebben az esetben is több fogásból készül el a fogazat, viszont míg a hagyományos marásnál egy fog készül egy fogásból, addig a skiving technológiánál az előtolás az összes fogra vonatkozik. Minden fogtípushoz külön szerszám tartozik, mivel a modul befolyásolja a megmunkálhatóságot. A skiving robusztus, erős gépet igényel, mivel forgácsolás közben nagyobb erőhatás éri. Emellett fontos kritérium a szinkronizált mozgás-forgás, mivel a szerszámon található fognak minden esetben ugyanabba a fogárokba kell visszatérnie.
A skiving technológia régóta ismert, viszont kevésbé alkalmazott eljárás. Miért nem használja több cég is ezt a technológiát?
Sz. Z.: Kevésbé alkalmazott eljárás, s ennek legfőbb oka az, hogy magas a beruházási költsége, emiatt kevésbé terjedt el ez a technológia. Jelenleg kevés gyártó rendelkezik ehhez megfelelő eszközpalettával, hiszen speciális használati feltételekről van szó. Régebbi gépeket pedig nem lehet utólagosan módosítani az alkalmazásához.
A különböző fogazatkészítési eljárások között jelentős különbségek lehetnek. Melyek ezek?
M.D.: A legjelentősebb tényező a ciklusidő, hiszen nem kétszeres gyorsaságról beszélünk. A hagyományos cirkulár marással szemben nyolc-tízszeres, míg a lefejtő marás esetében négy-hatszoros a különbség a skiving technológia javára. A másik nagy különbség a szerszámköltség: a skiving szerszámköltsége darabra vetítve jóval magasabb.
Mivel ez egy kevésbé alkalmazott eljárás, az is releváns kérdés, hogy Magyarországon mennyire terjedt el.
Sz.Z.: Tudomásom szerint elenyésző a skiving technológiát használók száma Magyarországon. Jelenleg itthon három cég alkalmazza ezt, beleszámítva a Knorr-Bremsét is.
Említetted, hogy különleges gépigénye van a skiving technológiának. Mit kell tudnia egy olyan berendezésnek, amelyen fogazott alkatrészt szeretnénk készíteni ezzel az eljárással?
G.G.: A forgácsolási folyamathoz minden esetben elengedhetetlen a megfelelő gép kiválasztása. A megmunkálás közben a szerszám és a munkadarab úgy kapcsolódik egymáshoz, mint egy fogaskerékpár. A skiving szerszám axiális irányban előtoló mozgást végez. A szerszám homlokfelületén található fogak a kapcsolódás közben létrehozzák a vájatokat.
Ez egy speciális eljárás, ezért fontos a szerszám minősége is. Milyen tulajdonságokkal kell rendelkeznie egy ilyen eszköznek?
M.D.: Elsődleges szempont a merevség és a rövid kinyúlás. A megmunkálási művelet hajlamos a rezgésre, amihez a készülékezés is hozzájárulhat. Arra kell törekedni, hogy megfelelő keményfém alapanyagú szerszám álljon rendelkezésre, mert a szemcsék mérete befolyásolja a rezgési hajlamot. Továbbá a szerszám bevonata is kiemelt szereppel bír. A CVD borítás az élesebb geometria miatt bizonyos esetekben kiemelkedőbb teljesítményt nyújthat a sorjaképződés elkerülésében és az éltartamban is.
Egyáltalán nem elhanyagolható a szerszámok éltartama. Milyen mennyiséget tud elkészíteni egy szerszám, illetve hányszor élezhető?
M.D.: A szerszám éltartamát leginkább méterben tudjuk megadni, ami a skiving technológia esetében hosszabb, mint hat. Az eszközkopáshatártól függően pedig hat-tíz alkalommal élezhető.

Érdemes összevetni az egyélű marót a foghántoló szerszámokkal.
M.D.: Elég jelentős különbségekről beszélhetünk alkatrész/darab szinten. Egy skiving szerszám ára sokszorosa a hagyományos fogazó marónak, viszont a produktivitás kompenzálja ezt a többletköltséget.
Mikor kezdtétek meg ezzel az eljárással az alkatrészek gyártását, illetve milyen tapasztalatokat szereztetek eddig?
Sz.Z.: A próbagyártást 2020 januárjában kezdtük el. A szériagyártást a folyamatképességi vizsgálatokat követően néhány napon belül elindítottuk. Az első tapasztalataink rendkívül pozitívak voltak, az éltartammal adódtak problémáink a kezdetekkor, amit gyorsan sikerült kiküszöbölnünk a szerszámgyártó rugalmas hozzáállásának és közreműködésének köszönhetően. A folyamat jelenleg stabil és gyors, ami az előzetes elképzeléseinknek teljes mértékben megfelel.
Eddig egyélű fogazószerszámmal dolgoztatok. Milyen minőségi különbség figyelhető meg a korábbi technikával szemben?
G.G.: Sorjaképződésre kevésbé hajlamos az új technológia, ami jobb minőséget biztosít, és közvetve az utómunkát is lerövidíti. Ezen kívül nincs számottevő különbség a két eljárás között.
A Knorr-Bremsénél szerencsés helyzetben vagyunk, hiszen új technológiát adhattunk át a gyártásnak egy új és korszerű gépen, ami jelentősen megkönnyítette a munkánkat, illetve felgyorsította a folyamatot.
Mi mondható el a ciklusidőről?
Sz.Z.: A skiving megmunkálási mód kilencszer gyorsabb az általunk tesztelt munkadarabnál. Olyan termékeknél, ahol sűrűbb fogazást szeretnénk kialakítani, még jelentősebb megtérülésre lehet számítani.
Mi a távlati tervetek a skiving technológia alkalmazásával?
G.G.: Folyamatos fejlődés és innováció hiányában a versenyképesség fenntarthatatlan. Ezért is léptünk erre az útra, valamint bővíteni szeretnénk a gyártmányaink palettáját. Jelenleg tervezés alatt áll több olyan szerszám, amelyet más, fogazott alkatrészekhez szeretnénk alkalmazni. Terveink szerint az újonnan vásárolt gép jellemzően fogazott alkatrészeket fog gyártani, ezzel csökkentjük számtalan termékünk ciklusidejét.
Némethi Botond, NEW technology magazin