Szakértelem a csövek és perselyek megmunkálásában
A Paul Horn GmbH-nak az ügyfélközpontú szerszámozási megoldásai folyamatos fejlesztésével sikerült megnyernie magának a világ vezető szerszámgépgyártóit és a végfelhasználókat egyaránt a csövek és perselyek megmunkálásában. A szerszámgyártó költséghatékony megmunkálási megoldásokkal tud előállni, amelyek teljesítik az API- és GOST-megfelelőséget, illetve nagypontosságú menetekhez is egyaránt megfelelnek. A felhasználóbarát szemlélet jegyében a szerszámokat más megoldásokhoz képest termelékenyebb, kevesebb karbantartást igénylő, hosszabb éltartamú és megmunkált menetekre vetítve gazdaságosabbnak tervezik. A Horn saját, házon belüli termékmenedzsment részlegét is aktívan bevonja az OCTG termelékeny gyártási koncepcióinak fejlesztésébe és folyamatos optimalizálásába, a katalógustermékek és ügyfélspecifikus szerszámok tervezése esetén egyaránt.
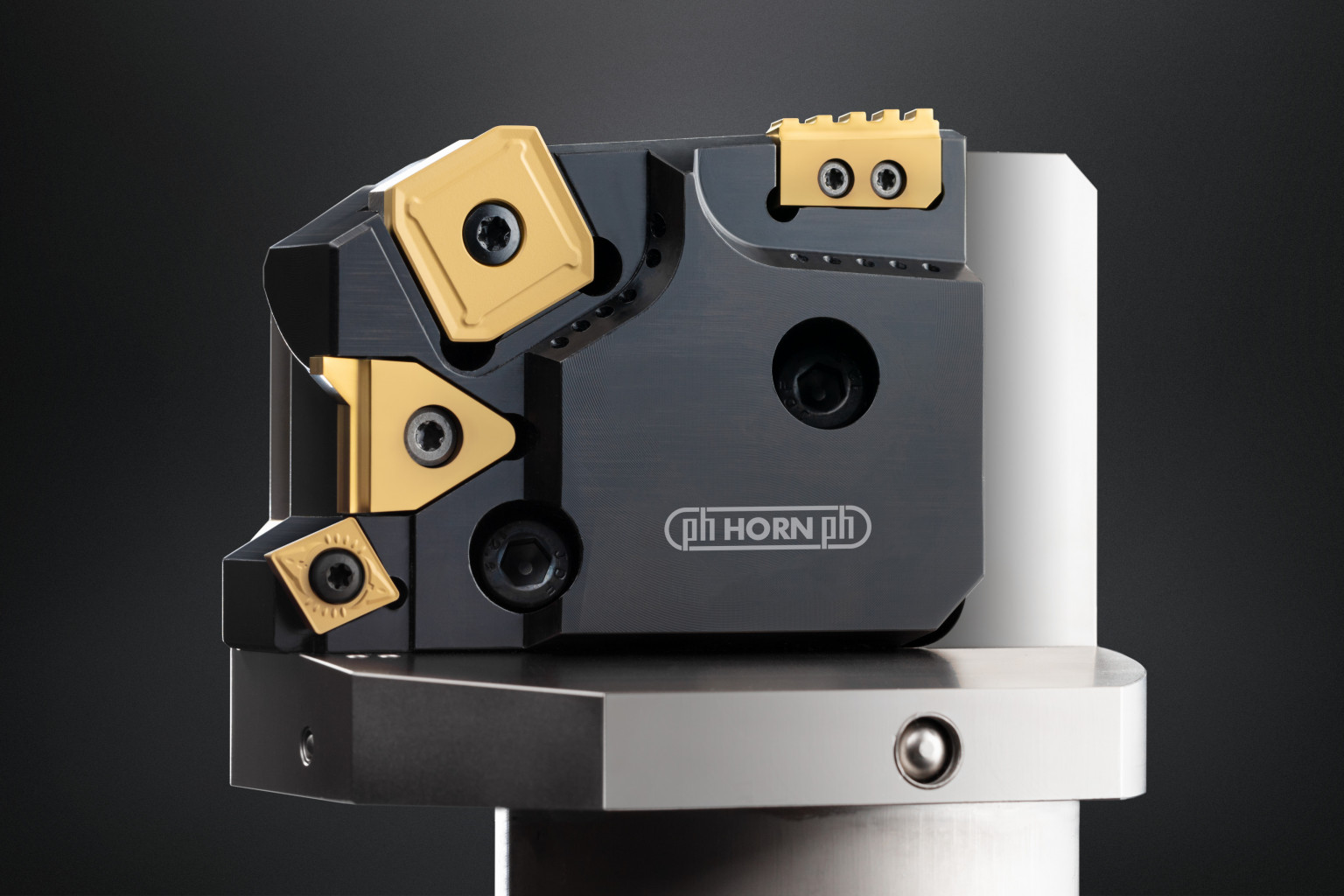
A Horn termékportfóliója, amelyet a felhasználók termelékenységi igényeinek kielégítésére terveztek, minden szerszámgéphez a megfelelő szerszámozási csomagot tudja kínálni. A szerszámozási rendszerek elérhetőek szabványos szerszámbefogókhoz, mint a VDI-, a poligon- vagy körkeresztmetszetű szerszámtartók, valamint a revolverfejre szerelt, peremes tartók. A szerszámokat a rendszer automatizáltsági fokának megfelelően lehet adaptálni, a kézi beszereléstől a teljesen automatizált gyártásig, és a követelményeknek megfelelően tervezték. Az S117 és 315 rendszerek rögzítőcsavarja és forgácsalakítói geometriái – a gondosan kiválasztott szerszámtartóval együtt – lehetővé teszik a forgácselvezetést a perselyek és csővégek megmunkálásakor. Nincs szükség drága kiegészítőkre, mint forgácstörők vagy alátétlapkák, így az ügyfelek számára ez komoly megtakarítás a szerszámok beszerzésekor. Mindkét rendszert nagypontosságú cserélhetőség jellemzi, a lapkák kialakítása és bevonata a forgácsolási körülményeknek megfelelő, ez a forgácsolási teljesítményt és az éltartamot egyaránt nagymértékben növeli. A precíziós lapkatartók által nyújtott nagypontosságú csereszabatosság csökkenti a szerszámbeállítások számát, ami a lapkacsere után szükséges.
Menetesztergáláskor, az API- és GOST-megfelelőségű alkalmazások esetén az S117 többfogú kialakításának köszönhetően a fogásvételek száma minimális. A 315-ös rendszer három, felhasználható forgácsolóéllel rendelkezik, ez komoly költségmegtakarítást jelent. Ideális választás nagypontosságú menetek megmunkálásakor, amikor nem lehet forgácsolóélenként egy-három fognáI többet használni. A szerszámtartó kialakításának köszönhetően tökéletesen együttműködik a lapkával, ezzel növeli a szerszámrendszer stabilitását. A rezgéshajlam emiatt kisebb, ami jobb felületminőséget és pontosságot, hosszabb éltartamot jelent.

Az ANSI/API-5L szabvány szerinti profilcsövek csővég megmunkálására, is kínál a Horn szerszámokat, az ügyfélkövetelményeknek megfelelően. A marófejeket legfeljebb 50 mm falvastagságú csővégek megmunkálására lehet használni. A beépített görgők kiküszöbölik a körkörösségi hibákat. A gyártott munkadarabok megfelelnek az API pontossági követelményeinek.
A Horn az M101 típusú tárcsamaró rendszerével kínál célszerszámot a hengerlést követő csővég megmunkáláshoz és szegmensek darabolásához anyagvizsgálat céljából. A szerszámot összeszerelt csövekhez és perselyekhez egyaránt lehet használni. Az S101 önrögzítő lapkák 2 mm és afeletti szélességekben választatóak, precíz cserélhetőséget, pontos vágást és rövid darabidőt garantálnak.

A Horn széleskörű gyártási palettája a teljes folyamatot magában foglalja, a saját keményfém-gyártó üzemükben készülő előgyártmányoktól a köszörűműhelyükön és a gyártástámogatáson át a házon belül kifejlesztett PVD-bevonatolásig. Ezzel tudja biztosítani a rövid átfutás időt. A Greenline rendszer szerint, egy héten belül tudnak limitált szériákat szállítani a rajzok ügyfél általi jóváhagyását követően. Nemcsak ennek, hanem a szerszámgyártó által szintén nyújtott gyártási konzultációs szolgáltatás segítségével, komplex megoldást szállít az ügyfélnek, a házon belüli termékmenedzsment folyamataik alapján. A Horn sokféle alapanyag megmunkálásában szerzett szakértelmet, a könnyen forgácsolható J55-K55, L80 és P110-től a Q125-ig egészen az erősen ötvözött acélokig, mint a 13Cr vagy 28Cr.
A növekvő furatmélység és az agresszív szállított közegek miatt a CRA-k (korrózióálló ötvözetek) kerültek a csőgyártás középpontjába. Ezek megmunkálása komoly kihívás, mert az általában HPHT (nagynyomású, magas hőmérsékletű) környezetben használt anyagokat rendkívül nehéz forgácsolni. A Horn szakértelmének teljes spektrumára szükség van ezen kemény anyagok forgácsolásakor keletkező élek kialakításához. Itt mutatkoznak meg igazán a cég sokéves tapasztalatának és a házon belüli gyártásnak az előnyei. A HiPIMS bevonatolási technológiának és a házon belül felvitt IG3 és HS3 bevonatoknak köszönhetően a forgácsolási jellemzők kedvezőek, és nagy a hőállóság. Az élgeometria, az lapka anyaga és a bevonat minden alkalmazás követelményeinek figyelembevételével készül.
Paul Horn GmbH